
Pulp and Paper Manufacturing Process Improvements
Introduction
Why should you monitor the pulp and paper manufacturing chemical recovery process ?
What if improving product quality, increasing productivity, and maximizing energy efficiency didn’t require a manufacturing shutdown?
What if achieving sustainability goals was as simple as acquiring real - time, actionable data on production processes?
Pulp and paper manufacturers can take meaningful steps toward these goals by closely measuring concentrations of pulp slurries, black liquor, and white liquor during the kraft recovery process. Keep reading to learn how continuous monitoring sensors installed throughout chemical recovery stages can effectively reduce material usage and costs.
Optimize Energy, Water and Materials Usage
A wide range of consumer products, including paper towels, packaging, and printed paper assets , are made from the processed material produced in pulp mills . In addition to minimizing the environmental impact of these end products, paper chemical companies, kraft chemical and semi - mechanical pulp mills, and paper and wood mills can optimize the use of energy, water, and materials to improve overall manufacturing sustainability.
The kraft recovery process , for example, can benefit the most from real - time monitoring because of its complexity and high resource cost. By precisely measuring the concentration of various liquids, such as pulp slurry, black liquor, white liquor, and bleaching agents, pulp and paper mills can adjust the process parameters to achieve the desired product quality and efficiency while minimizing required treatments. In fact, about 99% of chemicals are recirculated, and accurate measurement processes are crucial to maintaining this percentage. Proper chemical control and recycling can also significantly reduce resource costs.
The kraft recovery process has three main functions : minimizing the environmental impact of water material (black liquor) from the pulping process, recycling pulping chemicals ( NaOH and H2S ) and co - generating steam and power. Although these steps are straightforward in principle, they are not easy to operate at high efficiency without proper process measurements.
Measure Process Liquors with Smart Sensors
Resource management, energy production and chemical recovery can be improved by carefully monitoring:
- Weak Liquor from Pulp Washers - Optimize the consumption of pulp chemicals and usage of water during washing by measuring black liquor concentration. Maximize the efficiency of the washing process by calculating material balances in real time.
- Black Liquor to Evaporators - Increase the overall capacity of evaporators by controlling the concentration of feed liquor from washers, maintaining a consistent mixing liquor. Additionally, improve profitability through reduced steam consumption.
- Green Liquor TTA in Causticizing - The quality of white liquor can be improved by continuously monitoring the total titratable alkali (TTA) of green liquor in the causticizing process, enhancing the quality and stability of white liquor thereby decreasing operating costs and increasing pulping efficiency.
- Black Liquor to Recovery Boiler- Feeding low concentrations of black liquor solids to a kraft chemical recovery boiler burner can cause a steam explosion. It is imperative to continuously oversee black liquor content to prevent dangerously low black liquor concentrations from reaching the boiler.
Not every addition to mill operations, however, requires an overhaul of entire processes. Rather, the integration of smart sensors into pipes and tanks can provide real - time data on these critical applications .
What is the Best Dry Solids and Density Measurement Technology?
In line dry solids content and density measurement technology can effectively monitor black liquor , green liquor and brown stock washing in the kraft chemical and chemi - mechanical pulp production processes.
The liquid concentration and density in these applications are sometimes measured using nuclear density technology. While it is suitable for measuring density, it has a number of substantial drawbacks. For example, it uses radiation energy to examine density of a liquid and therefore is not suitable for pulp mills, in part because it requires monitoring and maintenance from a certified Radiation Safety Officer – a costly and time consuming process that also involves end of life disposal concerns. Further, it is sensitive to bubbles, entrapped air and deposits – all of which are present in manufacturing – and pipe scaling can likewise alter measurement readings.
Similarly, the Coriolis meter might be used to measure mass flow, however, it often fails due to foaming and the effect of the entrapped air. The Coriolis meter is suitable for measuring total solids when the inside pipe conditions are optimal and do not change. It is notable that during normal operation , conditions change constantly. Scaling in pipes and bubbles in a process liquid will give erroneous measurement readings.
Built on over 40 years of deep industry knowledge, the Vaisala Polaris PR53SD Process Refractometer is engineered to monitor TTA, Total Dissolved Solids (TDS), dry solids, liquid density and concentration to optimize energy intensive operations.
In addition to providing a stable and reliable measurement decades after installation, this instrument:
- Can be inserted and removed from pressurized process lines with visual cues to prevent maintenance errors.
- Field proven prism wash systems allow accurate measurement in black, green, and white liquor applications.
- Is recommended as a Good Practice for Safe Firing of Black Liquor by the Black Liquor Recovery Boiler Advisory Committee.
- Features a measurement principle that responds to all dissolved solids and is not affected by bubbles, particles, temperature, pressure peaks or vibration.
How A Refractometer Works
A process refractometer is based on refractive index (RI) , which is a highly accurate measurement of the dissolved components in a liquid. There are three main components in the refractometer: a light source, a prism, and an image detector. The light source sends light rays at different angles to the prism and process interface. Rays with a steep angle are partly reflected to the image detector and partly refracted to the process. Rays with a low angle are totally reflected to the detector. The angle from which total reflection starts is called the critical angle, which is a function of the refractive index – and therefore correlates with the concentration of the solution.
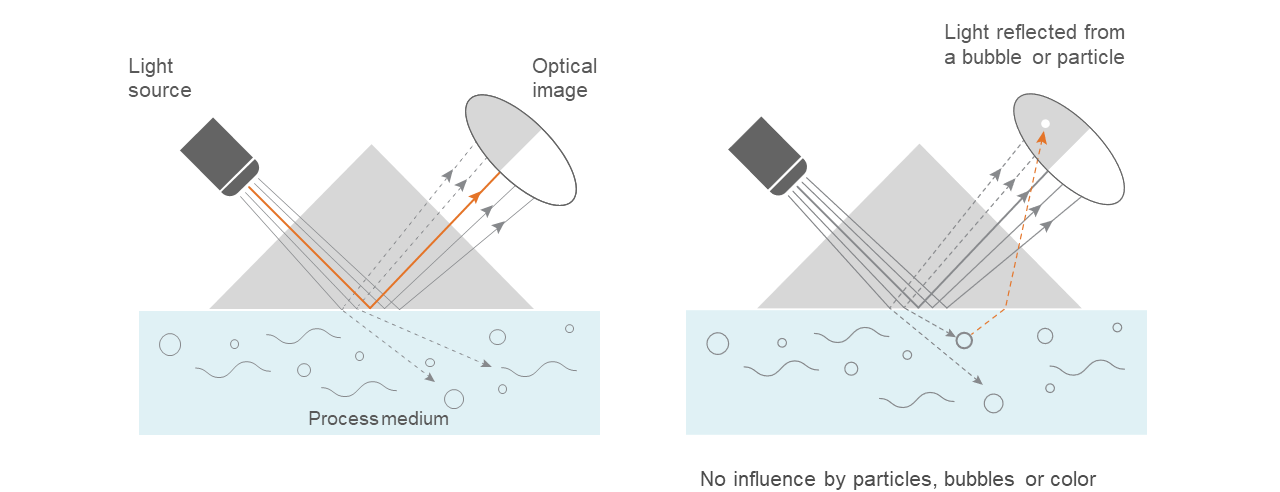
A built - in temperature sensor measures the temperature on the interface of the process liquid. The sensor converts the refractive index and temperature into concentration units indicated in different scales. The diagnostics program ensures that the measurement is reliable.